催化燃烧废气处理包含:RCO、活性炭吸附脱附+CO

蓄热式催化燃烧装置(RCO)结合了RTO和CO的特色,拥有RTO的蓄热效率,也包括CO的低温催化氧化技术。RCO系统利用热能和催化剂氧化的方式将废气转化为二氧化碳和水气,并回收分解时废气所释放出的热量,从而达到环保节能的双重目的。它主要采用了先进的热交换设计技术和新型畜热材料的选择。传统热交换设计技术的交换效率一般在50–70%,提高热交换效率意味着呈几何倍数地增加设备制造成本且大幅度增大热交换设备的体积;蓄热式热交换采用了现代先进的设计理念,使设备体积和制造成本得到有效控制的同时将换热效率提高到95%甚至更高。
 13028933015
13028933015
 工作原理
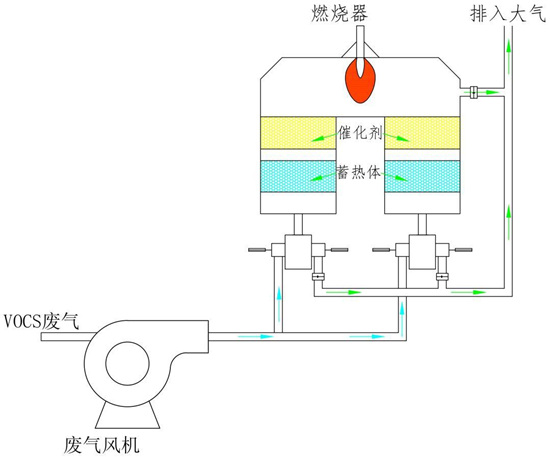
工作原理 含有VOCs和有毒气体的废气通过入口集风管进入焚烧炉。三通切换阀引导气体进入蓄热槽并在此预热。气体在经过蓄热陶瓷床到燃烧室的过程中被逐渐预热。催化剂放置在接近燃烧室的地方,催化挥发性有机气体和有毒气体的放热反应。由于催化氧化反应发生的温度更低,因此催化剂层可以和RTO中的陶瓷填料结合使用或者替换一部分蓄热陶瓷。这样预热废气的燃料用量能够减少50%-95%,进一步降低碳排放和焚烧炉的运行成本。经过氧化分解后的纯净气体在通过出口处蓄热槽的蓄热陶瓷床时会将热量留在其中。这样出口处的蓄热陶瓷床得到加热,气体得到降温。出口气体的温度只比入口气体高一点。三通切换阀改变气流进入燃烧室的方向实现高效率地回收焚烧炉内的热量。高热能回收率降低了燃料的用量并节省了运行成本。
技术特点 1、可同时去除多种污染物,具有工艺流程简单、设备紧凑、运行可靠等优点。
2、净化效率高,一般均可达98%以上。
3、具有运行费用低的优点,其热回收系列一般均可达95%以上。
4、整个过程无废水产生,净化过程不产生NOx等二次污染。
5、RCO净化设备可与烘箱配套使用,净化的气体可直接回用到烘箱加热设备,达到节能减排的目的。
设备优势 1、操作方便,设备工作时,实现自动控制,安全可靠。
2、设备启动,仅需15~30分钟升温至起燃温度,能耗低。
3、采用当今先进的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大,阻力小,净化率高。
4、余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
5、使用寿命长,催化剂一般两年更换,并且载体可再生。
6、操作费用低,RCO蓄热式催化燃烧设备一般在有机废气达到一定浓度(1000mg/m3以上)时,净化装置中的加热室不需进行辅助加热,节省了费用。
应用领域 1、可处理有机气体种类:苯类、酮类、酯类、酚类、醛类、醇类、醚类、烃类、荼、苯并(a)蓖及恶臭气体等;
2、汽车、造船、摩托车、自行车、家用电器、集装箱等生产厂的涂装生产线
3、石油、化工、橡胶、油漆,涂料、制鞋粘胶、塑胶制品、印铁制罐、印刷油墨、电缆及漆包线等生产线;
4、尤其适用于需要热能回收的企业或烘干线废气处理,可将能源回收用于烘干线,从而达到节约能源的目的。
应用案例 


Copyright © 2021 三化环境 All rights reserved. 浙ICP备2021033614号-1

 浙江省宁波市余姚市河姆渡镇河姆渡北路588号
浙江省宁波市余姚市河姆渡镇河姆渡北路588号 0574-88056337
0574-88056337 cssh1234@tianweihb.com
cssh1234@tianweihb.com 官方微信
官方微信